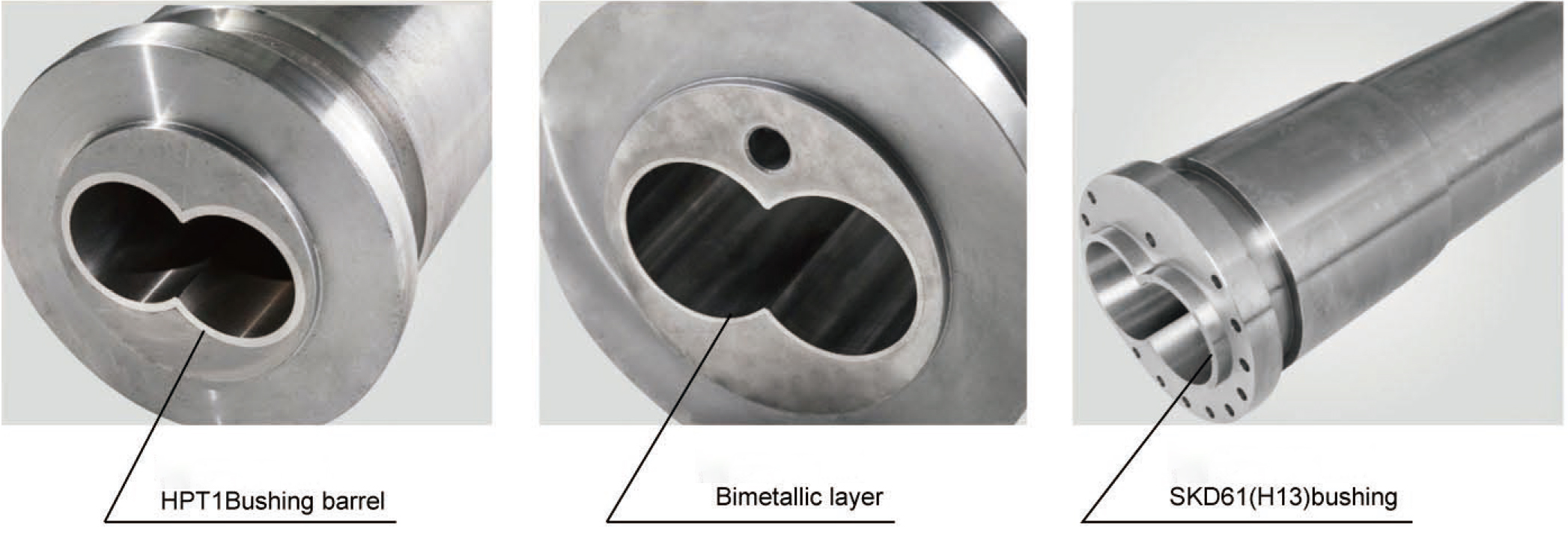
एसपीसी फ्लोअरसाठी शंकूच्या आकाराचे ट्विन स्क्रू बॅरल
| मॉडेल्स | |||||||
| ४५/९० | ४५/१०० | ५१/१०५ | ५५/११० | ५८/१२४ | ६०/१२५ | ६५/१२० | ६५/१३२ |
| ६८/१४३ | ७५/१५० | ८०/१४३ | ८०/१५६ | ८०/१७२ | ९२/१८८ | १०५/२१० | ११०/२२० |
१. कडक होणे आणि टेम्परिंग नंतर कडकपणा: HB280-320.
२. नायट्राइडेड कडकपणा: HV920-1000.
३. नायट्राइडेड केसची खोली: ०.५०-०.८० मिमी.
४. नायट्राइडेड ठिसूळपणा: ग्रेड २ पेक्षा कमी.
५. पृष्ठभागाचा खडबडीतपणा: Ra ०.४.
६.स्क्रू सरळपणा: ०.०१५ मिमी.
७. नायट्राइडिंग नंतर पृष्ठभागावरील क्रोमियम-प्लेटिंगची कडकपणा: ≥९००HV.
८.क्रोमियम-प्लेटिंग खोली: ०.०२५~०.१० मिमी.
९. मिश्रधातूची कडकपणा: HRC50-65.
१०. मिश्रधातूची खोली: ०.८~२.० मिमी.

एसपीसी फ्लोअरिंगच्या क्षेत्रात स्क्रू बॅरलचा वापर अनेक पैलूंमध्ये होतो: मटेरियल मिक्सिंग: एसपीसी फ्लोअरिंगसाठी आवश्यक असलेल्या मटेरियलच्या निर्मितीसाठी स्क्रू बॅरल हे एक महत्त्वाचे साधन आहे. ते पीव्हीसी मटेरियलला इतर अॅडिटीव्हज (जसे की प्लास्टिसायझर्स, स्टेबिलायझर्स इ.) सोबत मिसळते जेणेकरून एसपीसी फ्लोअरिंगसाठी आवश्यक असलेले कंपोझिट मटेरियल तयार होईल. प्लॅस्टिसायझेशन: पीव्हीसी मटेरियलला प्लॅस्टिसायझ करण्यासाठी स्क्रू बॅरल उच्च तापमान आणि यांत्रिक शक्ती वापरते.
फिरत्या स्क्रूद्वारे, पीव्हीसी मटेरियल गरम केले जाते आणि बॅरलच्या आत हलवले जाते जेणेकरून ते मऊ होईल आणि नंतर मोल्डिंगसाठी प्लास्टिक बनेल. बाहेर काढा: प्लास्टिसायझिंग प्रक्रियेनंतर, स्क्रू बॅरल रोटेशन गती आणि दाब समायोजित करून प्लास्टिकाइज्ड मटेरियल बॅरलमधून बाहेर ढकलते. मोल्ड आणि प्रेसिंग रोलर्स सारख्या उपकरणांद्वारे, मटेरियलला एसपीसी फ्लोअर पॅनेलच्या आकारात मोल्ड केले जाते. थोडक्यात, एसपीसी फ्लोअरिंगच्या क्षेत्रात स्क्रू बॅरलचा वापर प्रामुख्याने मटेरियल मिक्सिंग, प्लास्टिसायझिंग आणि पुशिंग आउटवर केंद्रित आहे. एसपीसी फ्लोअर्सच्या उत्पादनात हे एक प्रमुख साधन आहे, जे फ्लोअरिंग मटेरियलमध्ये आवश्यक कार्यक्षमता आणि गुणवत्ता असल्याची खात्री करते.